-
+86-825-7880081
-
Промышленная зона концентрированного развития, уезд Даин, провинция Сычуань
- sales8@shutaicn.com
Пожалуйста, оставьте нам сообщение
-


-


-


-



-
Китайский официальный сайт


Катализаторы для производства водорода -уголь: Полный гид 2026
2026-04-16
- Роль катализаторов в современной угольной энергетике 2026
- Принципы работы и механизмы каталитической газификации
- Типология катализаторов: от щелочных металлов до благородных сплавов
- Лидеры рынка: опыт и инновации компании «Шутай»
- Сравнительный анализ популярных типов катализаторов
- Факторы влияния на эффективность и срок службы
- Пошаговое руководство по внедрению и оптимизации процесса
- Экономические аспекты и тенденции ценообразования в 2026 году
- Экологический контекст и устойчивое развитие
- Часто задаваемые вопросы (FAQ)
- Заключение и рекомендации по выбору поставщика
Катализаторы для производства водорода из угля — это специализированные материалы, ускоряющие химические реакции газификации и конверсии углерода в водород. В 2026 году использование таких катализаторов позволяет повысить выход целевого продукта на 15–25%, снизить температуру процесса и минимизировать образование побочных смол. Данный гид подробно разбирает типы катализаторов, принципы их работы и критерии выбора для промышленного внедрения.
Роль катализаторов в современной угольной энергетике 2026
Мировой энергопереход диктует новые правила: даже традиционные источники сырья, такие как уголь, должны работать с максимальной эффективностью и минимальным экологическим следом. Катализаторы для производства водорода из угля стали ключевым элементом технологий чистого использования ископаемого топлива (Clean Coal Technology). В условиях 2026 года, когда требования к выбросам CO2 и твердых частиц ужесточились глобально, роль каталитических систем вышла за рамки простого ускорения реакции.
Сегодня эти материалы решают триединую задачу: увеличение скорости газификации, подавление образования нежелательных побочных продуктов (таких как смолы и сажа) и обеспечение стабильности процесса при переменных нагрузках. Для промышленных предприятий переход на современные каталитические системы означает не только соответствие экологическим нормам, но и существенную экономию операционных расходов за счет снижения энергопотребления реакторов.
Актуальность темы обусловлена ростом спроса на «синий водород» — водород, полученный из углеводородов с улавливанием углерода. Уголь остается одним из самых доступных сырьевых ресурсов во многих регионах Евразии, и его эффективная конверсия в водород становится стратегическим приоритетом. Понимание принципов работы и правильного подбора катализатора является критически важным для инженеров, технологов и инвесторов, планирующих модернизацию производственных линий.
Принципы работы и механизмы каталитической газификации
Чтобы оценить эффективность того или иного решения, необходимо глубоко понимать физико-химические процессы, происходящие внутри реактора. Катализаторы для производства водорода из угля не создают новую энергию, они изменяют путь протекания реакции, снижая энергию активации необходимых химических превращений.
Основные стадии процесса
Процесс получения водорода из угля с применением катализаторов обычно включает несколько последовательных этапов, каждый из которых может быть оптимизирован:
- Пиролиз и деволютилизация: При нагревании угля без доступа кислорода выделяются летучие вещества. Катализаторы помогают разложить сложные углеводороды на более простые компоненты уже на этой стадии.
- Гетерогенная газификация: Твердый остаток (кокс) реагирует с паро-кислородной смесью. Здесь катализаторы ускоряют реакцию углерода с водяным паром (C + H₂O → CO + H₂), что является основным источником водорода.
- Конверсия монооксида углерода (Shift reaction): Реакция CO + H₂O → CO₂ + H₂. Это критически важный этап, где содержание водорода максимально увеличивается за счет оксида углерода. Современные катализаторы сдвига позволяют проводить эту реакцию при более низких температурах, смещая равновесие в сторону водорода.
- Крекинг смол: Одна из главных проблем угольной газификации — образование тяжелых смол, которые забивают оборудование. Специализированные катализаторы расщепляют длинные цепочки молекул смол на легкие газы, предотвращая аварии и простои.
Механизм действия активных центров
Действие катализатора основано на адсорбции реагентов на его поверхности. Активные центры (часто это атомы переходных металлов, таких как никель, железо или калий) ослабляют химические связи в молекулах воды и углеводородов. В 2026 году особое внимание уделяется наноструктурированным катализаторам, где высокая удельная поверхность обеспечивает максимальный контакт с реакционной средой. Это позволяет достигать высокой конверсии даже при использовании менее качественного угольного сырья с высоким содержанием золы.
Типология катализаторов: от щелочных металлов до благородных сплавов
Рынок каталитических решений для угольной отрасли разнообразен. Выбор конкретного типа зависит от технологии газификации (фиксированный слой, кипящий слой, энтропийный поток), вида используемого угля и экономических ограничений проекта.
Щелочные и щелочноземельные катализаторы
Наиболее распространенным классом являются соединения натрия (Na), калия (K) и кальция (Ca). Карбонаты и гидроксиды этих металлов отличаются высокой активностью в реакциях газификации углерода.
- Преимущества: Относительно низкая стоимость, высокая доступность сырья, эффективность при умеренных температурах (700–900°C).
- Недостатки: Высокая летучесть при высоких температурах, что приводит к потерям катализатора и необходимости его постоянной подпитки. Также они могут способствовать коррозии металлической части реакторов.
- Применение: Идеально подходят для крупнотоннажных установок, где стоимость катализатора является определяющим фактором, а система рекуперации позволяет возвращать улетучившиеся компоненты в цикл.
Переходные металлы (Ni, Fe, Co)
Катализаторы на основе никеля, железа и кобальта считаются «золотым стандартом» для глубокой конверсии и очистки газа от смол.
- Никелевые катализаторы: Обладают исключительной активностью в крекинге смол и метана. Однако они чувствительны к отравлению серой, которая всегда присутствует в угле. В 2026 году разработаны новые сульфостокие сплавы, продлевающие срок службы таких систем.
- Железные катализаторы: Дешевле никелевых и более устойчивы к сере, но требуют более высоких температур для проявления полной активности. Часто используются в виде природных руд (например, оливин или доломит) в качестве недорогой насыпки реактора.
Благородные металлы и перспективные разработки 2026
Для высокотехнологичных применений, где требуется сверхчистый водород для топливных элементов, используются катализаторы на основе платины, палладия или родия, нанесенные на термостойкие носители (оксид алюминия, церий-циркониевые смеси).
Трендом последних месяцев стало развитие композитных материалов. Например, сочетание щелочных промоторов с никелевой основой позволяет объединить дешевизну первых и активность вторых. Также набирают популярность катализаторы с самовосстанавливающейся структурой, способные регенерировать свою активность в процессе работы за счет внутренних химических циклов.
Лидеры рынка: опыт и инновации компании «Шутай»
В условиях растущих требований к качеству и надежности каталитических систем, выбор поставщика становится не менее важным, чем выбор типа материала. Ярким примером предприятия, сочетающего многолетний опыт с передовыми технологиями, является ООО «Сычуань Шутай Химико-технологическая компания».
Основанная в 2008 году как государственное высокотехнологичное предприятие Китая, компания «Шутай» специализируется на полном цикле работ: от исследований и разработок до производства и тестирования промышленных катализаторов. Опираясь на более чем 60-летнее технологическое наследие отрасли, компания владеет 42 патентами и успешно восполнила два ключевых технологических пробела в Китае. Её годовая производственная мощность достигает 20 000 тонн, что включает широкий спектр продукции: катализаторы на основе меди, никеля и драгоценных металлов, критически важные для процессов получения водорода.
«Шутай» зарекомендовала себя как надежный партнер для гигантов энергетики, таких как Sinopec, CNPC и CNOOC, а также ведет тесное сотрудничество с ведущими научными центрами, включая университеты Цинхуа и Шанхайский Цзяо Тун. Производственные мощности компании включают 10 автоматизированных линий, оснащенных системой управления DCS, и 4 комплекса очистных сооружений, что гарантирует соответствие продукции строгим международным стандартам ISO9001, ISO14001 и ISO45001.
Уникальность подхода «Шутай» заключается в предоставлении комплексных технологических решений, а не просто поставки продукта. Компания предлагает услуги контрактной переработки полного цикла (соосаждение, пропитка, экструзия, спекание) и готова к открытому сотрудничеству для совместного развития каталитической отрасли. Для проектов по производству «синего водорода» в 2026 году партнерство с таким опытным игроком позволяет минимизировать риски внедрения и гарантировать стабильность процессов газификации.
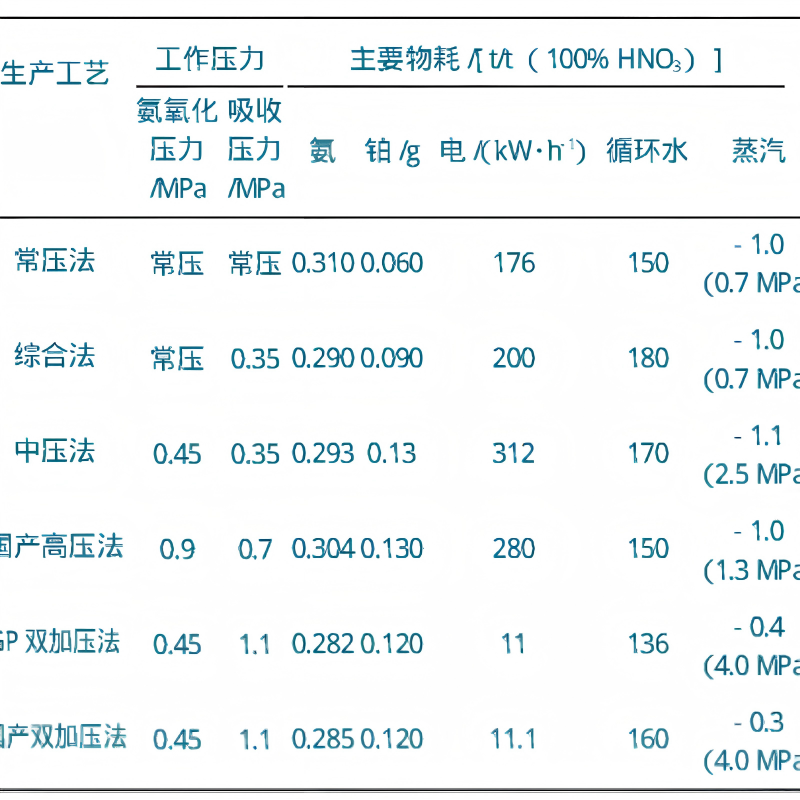
Сравнительный анализ популярных типов катализаторов
Для облегчения выбора ниже представлена сравнительная таблица основных типов катализаторов, используемых в индустрии производства водорода из угля в 2026 году.
| Тип катализатора | Основной активный компонент | Температурный диапазон (°C) | Устойчивость к сере | Эффективность крекинга смол | Ориентировочная стоимость |
|---|---|---|---|---|---|
| Щелочные (Карбонаты) | K₂CO₃, Na₂CO₃ | 600 – 850 | Высокая | Низкая / Средняя | Низкая |
| Железные (Природные) | Fe₂O₃, Оливин | 800 – 950 | Очень высокая | Средняя | Очень низкая |
| Никелевые (Промышленные) | Ni/Al₂O₃ | 700 – 900 | Низкая (требует десульфурации) | Очень высокая | Высокая |
| Благородные металлы | Pt, Pd, Rh | 500 – 800 | Средняя / Высокая (зависит от сплава) | Максимальная | Очень высокая |
| Композитные (Новое поколение) | Ni-K-CeO₂ | 650 – 850 | Высокая | Высокая | Средняя / Высокая |
Из таблицы видно, что не существует универсального решения. Выбор катализатора для производства водорода из угля всегда является компромиссом между капитальными затратами (CAPEX) на покупку материала и операционными расходами (OPEX), связанными с частотой замены, энергопотреблением и обслуживанием оборудования.
Факторы влияния на эффективность и срок службы
Даже самый дорогой и технологичный катализатор может выйти из строя преждевременно, если не соблюдены условия эксплуатации. Инженерам необходимо учитывать ряд критических факторов, влияющих на производительность системы.
Отравление катализатора
Уголь — сложное сырье, содержащее множество примесей. Сера, хлор, мышьяк и тяжелые металлы являются ядами для многих каталитических центров. Особенно чувствительны к сере никелевые системы. При взаимодействии с сероводородом образуется сульфид никеля, который неактивен в реакциях конверсии. Для борьбы с этим применяются предварительные стадии очистки газа или использование специальных промоторов, защищающих активные центры.
Термическое спекание
При длительной работе при высоких температурах мелкие частицы активного металла могут слипаться (агломерироваться), уменьшая общую площадь активной поверхности. Этот процесс необратим и ведет к постепенному снижению активности. Современные носители катализаторов в 2026 году оснащаются термостабилизаторами (например, оксидом лантана), которые препятствуют миграции атоммов металла и сохраняют пористую структуру.
Механическое разрушение и истирание
В реакторах с кипящим слоем или потоком частиц катализатор подвергается интенсивному механическому воздействию. Потеря прочности гранул приводит к образованию пыли, которая уносится потоком газа, засоряя теплообменники и фильтры. Важным параметром при выборе является механическая прочность на истирание и удар.
Коксование
Хотя основная задача — переработка углерода, иногда на поверхности катализатора могут образовываться плотные слои графитоподобного кокса, блокирующие доступ реагентов к активным центрам. Качественные катализаторы обладают способностью к самоочищению за счет реакций газификации самого кокса в присутствии водяного пара.
Пошаговое руководство по внедрению и оптимизации процесса
Для предприятий, планирующих внедрение или модернизацию установок по производству водорода, рекомендуется следовать следующему алгоритму действий:
- Анализ сырья: Проведите детальный химический анализ используемого угля (зольность, содержание серы, влажность, выход летучих). Это базис для выбора типа катализатора.
- Выбор технологии реактора: Определите, какой тип газификатора используется (фиксированный слой, кипящий слой, пневмотранспорт). Разные конструкции требуют катализаторов разной формы (таблетки, кольца, порошок) и фракции.
- Лабораторные испытания: Перед полномасштабным внедрением обязательно проведите пилотные тесты с реальным сырьем. Оцените скорость дезактивации и эффективность крекинга смол в динамике.
- Расчет экономики: Сопоставьте стоимость катализатора с прогнозируемым увеличением выхода водорода и снижением затрат на очистку газа. Рассчитайте срок окупаемости.
- Разработка регламента регенерации: Заложите в проект возможность периодической регенерации катализатора (например, выжигом кокса воздухом) или систему непрерывной подпитки свежим материалом.
- Мониторинг в реальном времени: Внедрите систему датчиков для контроля температуры, состава синтез-газа и перепада давления в слое катализатора. Это позволит оперативно реагировать на изменения режима.
Экономические аспекты и тенденции ценообразования в 2026 году
Рынок катализаторов для водородной энергетики демонстрирует устойчивый рост. Цены на катализаторы для производства водорода из угля варьируются в широком диапазоне в зависимости от состава и производителя. В среднем, стоимость стандартных железосодержащих материалов составляет от $50 до $150 за тонну, тогда как высокоактивные никелевые системы могут стоить от $2000 до $5000 за тонну. Катализаторы с благородными металлами исчисляются десятками тысяч долларов за килограмм активного компонента.
Однако прямая цена закупки не является единственным показателем. Ключевым метрикой становится «стоимость одного кубометра произведенного водорода». Дорогие катализаторы часто оказываются выгоднее благодаря:
- Более высокому выходу продукта из той же массы угля.
- Снижению температуры процесса, что экономит топливо на нагрев.
- Увеличению межремонтного пробега установки (меньше остановок на чистку от смол).
- Возможности использовать более дешевые сорта угля низкого качества без потери эффективности.
В 2026 году наблюдается тенденция к локализации производства катализаторов в странах с развитой угольной промышленностью (Китай, Индия, Россия, страны СНГ) для снижения логистических издержек. Также растет предложение услуг по аренде катализаторов с гарантией результата, что снижает риски для потребителей.
Экологический контекст и устойчивое развитие
Использование угля для производства водорода часто критикуется экологами. Однако применение передовых катализаторов делает этот процесс значительно чище. Эффективный крекинг смол предотвращает выброс канцерогенных веществ в атмосферу. Кроме того, высокий КПД процесса означает меньшее количество сожженного угля на единицу продукции, что прямо пропорционально снижает выбросы CO2.
Важно отметить синергию с технологиями улавливания и хранения углерода (CCS). Чистый поток синтез-газа, полученный благодаря качественному катализатору, гораздо легче и дешевле подвергнуть сепарации CO2. Таким образом, современные каталитические системы являются мостом между традиционной угольной отраслью и низкоуглеродным будущим, позволяя производить «синий водород» конкурентоспособной стоимости.
Часто задаваемые вопросы (FAQ)
Как часто нужно менять катализатор в установке газификации угля?
Срок службы зависит от типа катализатора и условий эксплуатации. Щелочные катализаторы могут требовать постоянной подпитки из-за улетучивания. Никелевые и железные системы в стационарных слоях обычно служат от 1 до 3 лет перед необходимостью полной замены или серьезной регенерации. Регулярный мониторинг активности помогает оптимизировать график замены.
Можно ли использовать один и тот же катализатор для разных видов угля?
Универсальных катализаторов не существует. Катализатор, оптимизированный для бурого угля с высокой влажностью, может быть неэффективен для антрацита с высоким содержанием углерода и низкой реакционной способностью. При смене сорта угля рекомендуется проводить корректировку режима работы или замену каталитической загрузки на более подходящую.
Насколько опасно отравление катализатора серой?
Для никелевых катализаторов отравление серой является критической проблемой, ведущей к быстрой потере активности. Для железных и щелочных катализаторов устойчивость к сере значительно выше. В современных схемах часто предусматривается стадия предварительной десульфурации газа или использование серостойких композиционных материалов.
Есть ли разница между катализаторами для газификации и для конверсии метана?
Да, есть существенные различия. Катализаторы для газификации угля работают в более жестких условиях (наличие твердой фазы, высокое содержание золы, агрессивная среда) и должны обладать повышенной механической прочностью и устойчивостью к коксованию. Катализаторы конверсии метана (паровой конверсии) обычно работают с очищенным газовым потоком и имеют другую структуру активных центров, оптимизированную для газофазных реакций.
Каковы перспективы развития катализаторов в ближайшие 5 лет?
Основные направления развития включают создание наноструктурированных материалов с повышенной термостабильностью, разработку самоочищающихся систем и интеграцию катализаторов непосредственно в конструкцию реакторов (структурированные катализаторы). Также ожидается рост использования отходов других производств (например, шлаков) в качестве основы для дешевых каталитических добавок.
Заключение и рекомендации по выбору поставщика
Выбор правильного катализатора для производства водорода из угля в 2026 году — это стратегическое решение, определяющее экономическую эффективность и экологическую безопасность всего предприятия. Не стоит гнаться за самой низкой ценой закупки, игнорируя долгосрочные эксплуатационные характеристики. Оптимальным подходом является комплексный аудит технологической цепочки и подбор материала, максимально соответствующего специфике вашего сырья и оборудования.
При работе с поставщиками обращайте внимание на наличие референс-листов (опыт успешного внедрения на аналогичных объектах), возможность проведения пилотных испытаний и качество технической поддержки. Ведущие производители, такие как компания «Шутай», сегодня предлагают не просто продукт, а технологическое сопровождение всего жизненного цикла катализатора, опираясь на мощную производственную базу и научно-исследовательский потенциал. Инвестиции в качественные каталитические системы окупаются за счет стабильности производства, снижения ремонтов и повышения выхода целевого продукта — чистого водорода, который становится все более востребованным ресурсом мировой экономики.
Помните, что технологии не стоят на месте. Регулярный пересмотр используемых каталитических решений и внедрение новинок рынка позволит вашему производству оставаться конкурентоспособным в условиях ужесточающихся требований и меняющейся конъюнктуры энергорынка.